With the proliferation of day-to-day activities digitally, such as renting property or purchasing equipment, building painting other services that were commonplace on a daily basis and were mostly done in person have generally shifted to E-learning, such as contracting services. Home, etc., but in this way, problems have also involved people and businesses due to this change. Guaranteeing the performance of work by the contractor to provide services or goods, as well as guaranteeing the payment of remuneration by the employer are some of the most important of these challenges. In recent years, the development of blockchain technology among technology enthusiasts, as well as the implementation of smart contract platforms on this network, has made transparency in contracts and guarantees in this way easier.
Comprehensive contracting contracts with quality assurance and payment with GC Perfect, do it in the simplest possible way and leave the arrangement of your contracting contracts to us and, no longer worry about the quality of work and payment.
Integration with blockchain, contracting and managing digitally, comprehensive data analysis, powerful electronic traffic and intelligent payment, invoicing and payments online are unique features of GC Perfect superior.
One of the important services that you can entrust and manage a smart contract to the superior GC Perfect is the Design, implementation and maintenance of the engine room, which is a subset of the superior building contractor system building decoration services.
In the following, we will review the important points of this issue.
What is an engine room boiler?
Engine room boilers are high-pressure tanks designed to heat water or generate steam that can be used to heat the environment or to heat the building consuming hot water. In the heating of most commercial complexes, the source of heat for the engine room boiler are burners that work by burning natural gas. Diesel burners or fuel oil (rarely) can also be used. In some heating installations, the use of steam is preferred. Such as: absorption cooling systems, kitchens, laundries, disinfectants and steam-powered equipment.
Engine room boilers have capabilities that have made them the main and common part of buildings. Boilers have a long life, and boiler efficiencies can achieve efficiencies of 95% and above, provide effective methods for heating buildings, and require very little or zero pumping energy in steam systems. But fuel can be significant, and regular maintenance is required by the facility engineer, and if it is delayed, the cost of repairing the engine room can be high.
Motor boilers are often the largest consumers of energy in buildings. Each year the boiler system is not taken care of, its costs increase by almost 10%. Therefore, paying attention to the implementation and maintenance of the boiler by the engine room maintenance contractor can be a good start to reducing energy consumption and costs.
How boilers work
Both gas and diesel engine boilers use controlled fuel combustion to heat water. The vital components involved in this process include the burner, the combustion chamber, the heat exchanger and the controls.
The burner combines fuel and oxygen to create combustion conditions with the help of a combustion device. This combustion takes place in a combustion chamber and the heat generated is transferred to the heat exchanger water. The controls regulate the combustion process, the ignition rate of the burner, the required fuel, the amount of air required, the water temperature, the steam pressure and the pressure of the engine boilers.
The hot water produced by the boiler is pumped through pipes and reaches the building equipment, which can include hot water coils in the fan coils, hot water heating equipment and heating systems. Boilers produce steam that flows from high-pressure to low-pressure areas through pipes without the need for an external energy source, such as a pump. The steam used for heating can be used directly for steam-powered equipment, or through a heat exchanger can generate heat to produce hot water for the equipment.
The following is a description of the different types of boilers, in more detail in the special design of the boiler system.
Boilers are classified based on temperature and pressure during operation, type of fuel consumed, air intake method, size and capacity, and water vapor distillation in combustion gases. Boilers are also sometimes described for their vital components such as heat exchanger tools or pipe design. These characteristics are described in the following sections of critical components of boilers.
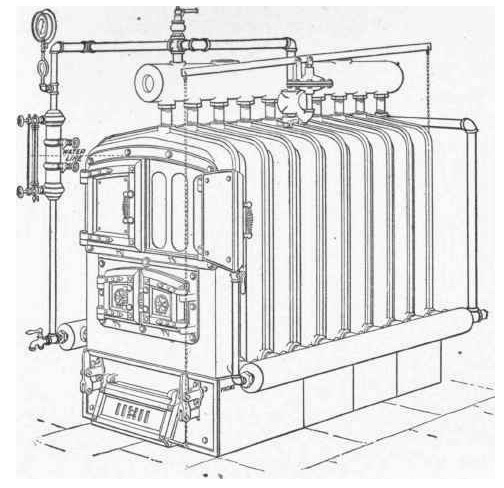
Two main types of engine room boiler – water tube / fire tube
Includes Fire-Tube (fire in the pipe, water around the pipe) and Water-Tube (water in the pipe and fire around the pipe). In a steel boiler (fire tube), hot combustion gases flow through a series of pipes surrounded by water. Conversely, in a water tube boiler, water flows through pipes in which hot combustion gases flow out of the pipes.
What is a steel boiler?
Steel boilers are commonly used for low-pressure steam or hot water consumption and are available in sizes from 500,000 to 750,000 BTU. Steel boilers are mainly used in high-pressure steam applications and are widely used for heating purposes. The range of size varies from 500,000 to more than 200,000,000 BTUs.
What is a cast iron pot?
Cast iron boilers that are cross-sectionally cast iron are another type of engine room boiler that is used to heat commercial premises. These boilers do not use pipes, but instead, have cast-iron sections with water and combustion gas corridors. The cast iron parts are screwed together and look like a steam radiator. These parts are connected to each other by fireproof washers. These boilers are used to produce steam or hot water and are available in sizes from 35,000 to 140,000 BTU.
Advantages and disadvantages of cast iron boilers
Cast iron boilers are very useful because they can be collected in the basement and passed through smaller doors and gates. The most important drawback is that they are prone to leakage due to the connection of the parts by the washer when the washer becomes old or damaged by chemical reactions. Among the famous cast iron boilers in Iran, we can mention the boiler cast iron boiler and M.I.3 cast iron boiler made by Iran Pipe and Machine Building Company.
Regarding the advantages and disadvantages of cast iron boilers, it can be said that easy transportation is one of their most important features due to its blade. But their resistance to pressure from the height of the building is low. The Star Model 1300 boiler has an acceptable pressure tolerance among the products of this company.
Temperature and pressure during activity
Engine room boilers, both in the low pressure and high-pressure categories, must operate in accordance with the instructions of the pressure pipes and boilers of the Mechanical Engineering Association. In low-pressure boilers, the maximum pressure during operation should be 15 psi (pounds per square inch) for steam and 160 psi for hot water. Most installations use low-pressure boilers. High-pressure boilers are designed to operate under pressure limits beyond low-pressure boilers and are commonly used for power plants. The water temperature for hot water boilers is 121 ° C.
fuel type
In commercial complexes, natural gas is mostly used as fuel for engine room boilers because it is usually easily accessible, clean, and more economical than diesel and electricity. Some engine boilers are designed to use more than one type of fuel (usually natural gas and diesel). Dual-burner boilers provide extra gas for fuel outages. It also allows the consumer to use petroleum fuel (diesel) when the amount of natural gas reaches a peak. When the amount of natural gas is higher than other fuels, it is possible to save on fuel costs by using cheaper fuel and limiting the use of natural gas.
Electric boilers are used in buildings that require very little steam or no access to natural gas. Electric boilers are referred to as clean, quiet, compact, and easy to install boilers. The lack of a combustion process reduces the complexity of design, execution, and maintenance. Heating agents can be easily replaced in case of failure. This type of engine room boiler can be used to generate steam or low pressure or high-pressure water or it can be a good option for those consumers who are limited by gas emission laws. Their size varies from 30,000 to 110,000 BTU input. In general, its efficiency is 92% to 96%.
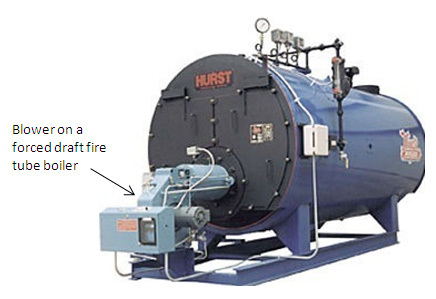
Air suction methods
The pressure difference between the combustion chamber of the boiler and the ventilator (also called the exhaust chimney) creates a suction that carries the products of combustion along with the boiler and directs it to the chimney. The natural suction of boilers depends on the natural buoyancy of hot gases to remove combustion products through the aerator and direct fresh air into the combustion chamber. Mechanical suction of engine room boilers includes compressed air, where the air is forced into the combustion chamber by a fan or blower to maintain positive pressure. Induction suction, where the air is drawn through the combustion chamber by a fan or blower to maintain negative pressure.
Size and capacity
Modular boilers are small in size and capacity and are usually used to replace several small boilers instead of one large boiler. These modular boilers pass through standard ports and are portable through stairs and elevators. These devices can be arranged in different order to make the most of small places or embed other equipment in those places. These boilers can efficiently provide the required heating load.
Condensing Boiler
Older hot water boilers operate without distilling water vapor from the gas vent. This prevents corrosion and component breakdown. The return temperature of the distillation boilers during operation is lower than that of the old boilers, which distills the water vapor coming out of the ventilator. This enables the condensing boiler to extract excess heat from the water vapor phase to the extraction liquid and increase the boiler efficiency. Some carbon dioxide dissolves in the distillation to form carbonic acid. While some condensing boilers are designed to control distillation that causes corrosion, other engine room boilers require equipment to neutralize distillation. Traditional engine room boilers that do not perform distillation operations mainly operate in the range of 75% -86% combustion efficiency and distillation boilers operate in the range of 88% -95% combustion efficiency.
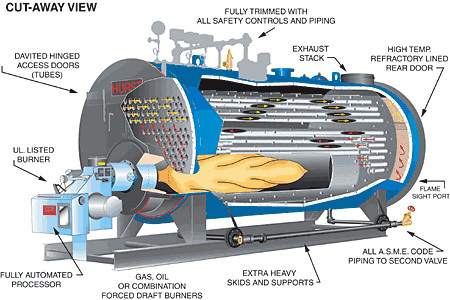
The main components of the engine room boiler
Important components of the engine room boiler include burner, combustion chamber, heat exchanger, flue and controls. Boiler appliances such as flue gas energy storage are also commonly used as an effective method of heat recovery from the boiler, which we will discuss briefly in the following sections.
Natural gas boilers use one of two types of burners, atmospheric burner (natural suction) and compressed air burner (forced air) or electric burner. Nox burners (the type of nitrogen oxides most associated with air pollution) and pre-mix burners (burners where air and gas are mixed before the fan) are commonly used to reduce air loss and stabilize air quality. And even required in some areas. To ensure the usefulness of mixing the air and fuel entering the burner, these types of burners can reduce NOx leakage.
The combustion chamber is usually made of steel or cast iron, the location of the burner and the combustion process. The temperature inside the combustion chamber can quickly reach several thousand degrees.
Heat exchangers may be made of cast iron, steel pipe sets, and engine room boilers smaller than copper or copper-plated steel.
An exhaust chimney is a type of pipe that directs hot combustion gases out of the engine room boiler. This pipe is usually made of steel, but in distillation, boilers to control corrosion caused by distillation must be made of stainless steel. Note whether the outlet chimney is under positive or negative pressure. This determines how the joints are connected to each other.
Engine room boiler controls contribute to the regular, efficient, and safe production of hot water or steam. Combustion and activity control adjusts the fuel consumption according to the required amount. The main executive control shows the hot water temperature or steam pressure and sends a signal to control the amount of combustion in which the amount of air and fuel enters the burner. The order of burning in the burner is generally on / off, high/low / off and gradual.
Security control of engine room boilers includes high temperature and pressure, high and low gas/diesel pressure, high and low water level, and control of flame safety measures. These controls take into account the safety and limitations that cause the electrical circuit to crack to prevent engine boilers from catching fire. For example, when the boiler pressure exceeds the set range, the fuel valve closes to avoid the dangers of high pressure. Security issues in the flame control system include keys for water shut-off, high restrictions, air stability keys, executive control, and flame sensor. The flame sensor often includes ultraviolet and infrared rods and sensors that are used to indicate the flame status and deactivate the burner in unsafe and unsafe conditions where no combustion has taken place. The flame safety control is set to start and cycle during the execution steps.
Engine boiler safety
All combustion equipment must be operated properly to prevent hazardous conditions, catastrophic damage, and human and construction damage. The main reason for the explosion of engine room boilers is the combustion of flammable gases that have accumulated inside the engine room boilers. This can happen for a variety of reasons, such as fuel, air, or the combustion process is interrupted for any reason, the flame goes out, and flammable gases accumulate that cause re-burning.
There is a significant amount of stored energy inside the engine room boilers. Changing the state of water at a very high temperature from a hot liquid to a vapor releases a lot of energy. (In fact, high-pressure hot water can be converted to steam at atmospheric pressure. This is called flashing.) For example, 1 cubic foot of water will expand by 1,600 cubic feet when converted to steam. So if you can trap all the energy from a 30 gallon home hot water blast at 166 degrees Celsius, you have the power to launch a balanced weight car (1.13 tons) to a height of 125 feet with initial acceleration. You will have 85 miles per hour. This height is equivalent to the height of more than a 14-story building.
The safety of engine room boilers is the main goal of the boiler and pressure pipe inspection board. They concluded that the primary cause of the damage was operational errors and maintenance of the building engine room, which indicates the importance of having an experienced facility contractor specializing in engine room maintenance.
According to the manufacturer’s recommendation, boilers should be inspected regularly. Pressure pipe defects, checking and ensuring the safety of valves, water flow devices, and correct float, scales, and the water level should all be checked. The burner and fuel of the boiler system need proper handling and maintenance to ensure proper operation and efficiency, heat transfer and check for proper ignition.
The best ways to increase the efficiency of the engine room boiler
The percentage of heat energy stored in the fuel and trapped by the fluid used by the boiler (eg water) is determined by the combustion efficiency of the boiler. Achieving combustion efficiency of 80% and more is possible in hot water boilers and low-pressure boilers in the commercial complex.
When a hydrocarbon fuel, such as natural gas or diesel, burns and produces only carbon dioxide, the combustion process takes place completely. If the amount of oxygen or the combination of fuel and oxygen is not enough, incomplete fuel occurs and produces other combustion products such as carbon monoxide and unused fuel.
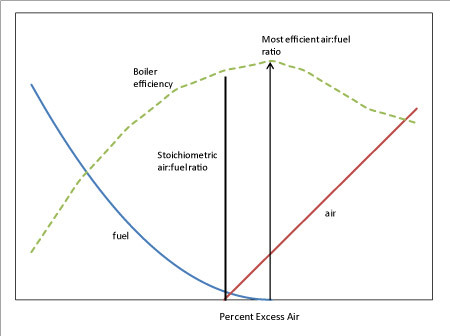
When a fuel defect occurs, the chemical energy of the fuel is not completely converted to heat, reducing combustion efficiency. This raises security concerns that unused fuel may ignite in the chimney and cause an explosion. Boilers must be adjusted to achieve complete combustion. One strategy to ensure complete combustion is to provide extra air. As shown below, a small amount of excess air increases the combustion efficiency, but a large amount reduces the efficiency.
To increase the overall efficiency of the boiler, the heat released from the combustion process must be properly transferred into the fluid used. Any heat that is not transferred to the fluid is lost through the body of the boiler or the flue gas. The temperature of the gas inside the chimney is a good indicator of the heat transfer process and therefore efficiency. There are practical limitations to the low flue temperature. Its temperature will be higher than the fluid used in the boiler. In boilers that do not do distillation, the temperature should be high enough that water vapor does not distill in the exhaust chimney and clean the heat transfer surface in the distillation that causes corrosion. Condensing boilers that use natural gas are made and designed with accessories that are resistant to corrosion. Also, their chimney temperature can be less than 65.5 degrees Celsius. Trapping heat distillation increases efficiency by more than 90%.
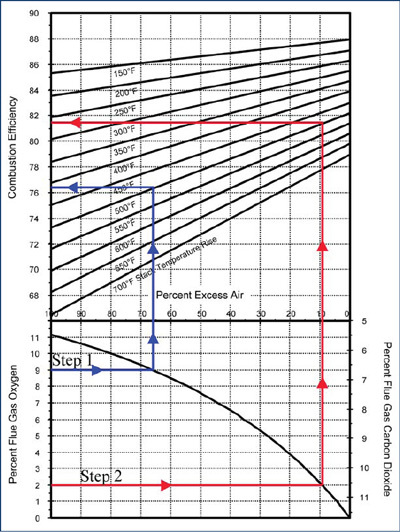
Figure 6 shows the combustion efficiency chart for natural gas fuel with electricity, which shows the relationship between excess air and flue gas temperature with combustion efficiency. For example, by following the Step 1 line in the diagram, the amount of oxygen at 9% in the flue gas (as shown in the diagram equals approximately 67% of the excess air) and 500 ° F as the flue gas temperature rises, the corresponding combustion efficiency is about 76. 5% is observed. At the same increase in the flue gas temperature by 500 degrees Fahrenheit, the Step 2 line shows that reducing the oxygen in the flue gas to 2% increases the combustion efficiency to about 81.5%. The lower the percentage of oxygen in the flue gas, the less heat is transferred to the excess oxygen, resulting in increased fuel efficiency. The higher the efficiency, the more heat will be transferred to the inlet water instead of to the flue gas, thus reducing the flue gas temperature.
Use the boiler control to optimize the Air Fuel Ratio ratio
Extra air is introduced into the burner to ensure complete combustion. But too much will cause the air to overheat and leak out of the boiler, reducing boiler efficiency and creating security problems. When the boiler is set, its purpose is to maximize combustion efficiency by providing extra air precisely and sufficiently for complete combustion, but not too much to reduce efficiency. How much extra air is needed to burn completely? This rate varies in different designs and conditions of boiler and burner and different amounts of burner ignition but is usually between 2-3%. Excess air must also adapt to fluctuations in temperature, density, and humidity of the boiler combustion air during the day and season. It is desirable to keep the amount of excess air constant throughout the ignition range.
Remember that complete combustion is critical to ensuring the efficient operation of engine room boilers. Incomplete combustion of fuel or crude incineration can significantly reduce other efficiencies by up to 10% or more, while only 10% of excess air can have a significant effect of up to 1% on boiler efficiency.
Symptoms of incomplete fuel include smoke, yellow flame, flame extinguishing and soot and blackened boiler pipes. To ensure the optimization of the combustion process, it is better to adjust the engine of the engine room boilers annually. In a boiler that uses natural gas, usually, about 10% of the extra air is suitable to ensure complete combustion and achieve maximum efficiency, which corresponds to 2 to 3% of excess oxygen. Activation with more than 10% excess air is not desirable and may reduce efficiency and further diffusion. Therefore, it is preferable to keep the amount of excess air in the desired range throughout the ignition range. The desired limit can be achieved by using burner controls, which include parallel placement of controls, cross-limiting controls, and oxygen conduction controls. These types of controls are better options than traditional mechanical jackshaft controls. The following is a brief description of the types of burner controls:
Mechanical jackshaft control: The simplest type of control is burner calibration and is generally used in smaller boilers. It is also called single-point control because the installation of a mechanical communication device alone controls the air and fuel. These controls are not able to measure airflow and fuel flow. Their range of control is limited, and when the amount of excess air exceeds normal, these controls ensure the safety of operation under all different ignition conditions and ranges. Slop in communication devices makes it difficult to control and repeat the control and requires constant maintenance and adjustment.
Parallel controls use separate motors to regulate fuel flow and airflow, enabling each motor to be tuned throughout the boiler ignition range. During installation, 10 to 25 points are usually drawn to create a curve of airflow corresponding to the fuel flow. The air-fuel ratio can be varied along the ignition range to prepare the optimal ratio in different ignition conditions. Also with the use of electronic dampers, this method of control is very reproducible.
Cross-limiting controls: Commonly used in larger boilers. Applies controls to find and compensate for factors affecting the optimal air-fuel ratio. Airflow and fuel flow are measured and adjusted to maintain a favorable level determined during the preliminary calibration.
Oxygen conductivity control is used to connect to standard parallel and cross-limiting controls. This control analyzes the oxygen in the aeration gas and adjusts the air-fuel ratio to maintain a constant amount of excess oxygen. These controls are commonly used in large boilers with high annual fuel consumption and can increase energy efficiency by 1 to 2% only with standard control.
Engine room boiler measurement displays
Leaks may occur in the hot water distribution system. This leakage increases the water and energy consumption of the system as well as the damage caused by the water leakage. Compensation water must be provided for the hot water and steam distribution system to replace the steam and water lost through the leak. This is an easy solution to ensure there is permanent water in the system. It is best to install a measuring device on the system compensation line. The measuring device should be checked weekly for unexpected system water loss.
In steam systems, it is best to display the compensatory water level daily. As steam leaks from the system, additional compensatory water is required to replace the lost steam. Displaying the amount of compensatory water gives you the assurance that you have maximized the return of distilled steam and therefore reduced the need for compensatory water.
Seasonal performance
If the steam or hot water system is not used for some time of the year, turning off the system will save and save a considerable amount of energy. If the boiler stays at operating temperature, it consumes the equivalent of standby energy. In a hot water system, energy consumption can also include pump activity.
Set up several boilers in the engine room
In commercial complexes, the boiler is very different in summer and winter, night and day, working days and weekends. Using a boiler can not apply this load difference well. When the heat generated by the boiler at the lowest ignition rate exceeds the heat required by the building, the boiler cycle will be interrupted. Starting and interrupting the cycle in the boiler is not efficient at all because, in each cycle, a pre-combustion discharge and a post-combustion discharge are performed to direct the heat out of the boiler. Also in the case of boilers that do not perform the adjustment operation, when the combustion efficiency is at its best, the cycle process does not allow the boiler to operate in the second boiler and the ignition rate is constant.
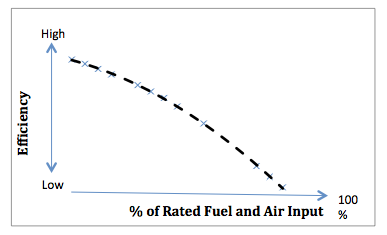
If a building has multiple boilers, you may be able to use the boilers in sequence to prevent repeated cycles. If you use boilers that do not adjust, it is better to use the next boiler when the capacity of one boiler is full, instead of disconnecting and connecting several boilers that are loaded. On the other hand, in regulating boilers, the efficiency of the boiler increases in the load-sharing situation. Therefore, using several boilers at the same time in load sharing mode is more beneficial than using one boiler with 100% efficiency. Figure 7 shows the relationship between ignition rate and efficiency in boilers with adjustable air and fuel flow utilization.
Finally, automatic sorting of boilers is very important for good performance. During nights and weekends when the load on the building decreases, the boiler cycle may increase if the boilers are not turned off when needed.
Standby mode
If your building has several boilers, you need to estimate whether you really need to put the boilers in standby mode (at pressure and temperature), as this will waste energy. The stand-by boiler not only interrupts the cycle but also releases heat to the surrounding environment during the loss of radiation, which significantly increases the boiler input power while reducing ignition. Give. At low ignition values, for example, when the boiler is maintained in standby mode, the efficiency drop can reach 15%. Maintaining the standby state of the boiler will cause a quick recovery in case of failure of the previous boiler, but this action must be measured by the huge and useless consumption of energy. If you do not need a boiler in standby mode in your activity or you only need it in certain seasons, you must turn off all the boilers that you do not need to prevent energy loss.
Sequence of limiting control of the engine room boiler
In facilities, in addition to limiting, the system activity sequence is also important to achieve energy efficiency. Nowadays, with the general use of VAV (variable volume) systems in commercial complexes, simultaneous heating and cooling and overheating of the primary air are often ignored. Applying boiler restrictions based on outside air temperature, for example when the temperature is above 18.3 degrees Celsius, is an effective way to prevent this situation.
Condensing boilers
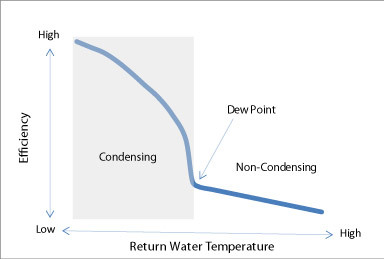
In condensing boilers, system design and operating conditions are critical to proper operation and performance. To achieve favorable efficiency in condensing boilers, the return water temperature should usually be lower than 54.4 ° C. Temperatures above 54.4 ° C prevent the return water from distilling the aeration gas and make the boiler efficiency no different from traditional boilers.
Save flue gas consumption
Ventilation gas savings provide the best heat recovery opportunity. In boiler chimneys, there is a need for heat exchangers to transfer heat from the flue gas to the return water or to feed the boiler or combustion air. They even work well in boilers and operate at relatively low flue gas temperatures. There is a large room to recover some of the flue gas heat, which rises if the flue is not recovered. Saving gas from the chimney usually increases the overall efficiency of the boiler by 3 to 4 percent.
The best ways to maintain the boiler engine room boiler
Keeping the engine room boiler clean
As mentioned earlier, any type of waste, such as soot or sediment, that covers the boiler heat transfer surface will reduce efficiency and increase the likelihood of parts and equipment failure. Cleaning of this surface is necessary according to the manufacturer’s recommendations for the life of the equipment and to maintain the optimal performance of the boiler. The waste that covers the boiler pipes prevents heat transfer and raises the temperature of the aerator gas. If incomplete combustion occurs, the resulting soot will accumulate in the part of the pipe where combustion has taken place. Similarly, inadequate water treatment in the water sections of the pipes causes sediment to accumulate in these sections. Only a 0.03-inch-thick layer of soot or sediment can reduce heat transfer by up to 5.9 percent, and a 0.18-inch-thick layer by 69 percent.
Water hardening operation
Proper water hardening operations are essential to maintain the boiler operating properly. Each water hardening operation must be specifically planned and designed based on the minerals not dissolved in the compensating water, the percentage of distillation return, and the percentage of aeration. Insoluble solids in boiler water and water hardness in small and low-pressure motorhomes should be tested daily and in large and high-pressure motorhomes on an hourly basis. An annual inspection of boilers should include a thorough inspection and testing for signs of fouling or corrosion on surfaces adjacent to the water. The presence of even a thin layer of sediment prevents heat transfer and thereby reduces combustion efficiency. .
The rising temperature of the flue gas during the week or month usually indicates that sediment has formed in the water or fire part of the boiler heat exchange surface. If this is the case, the boiler should be inspected immediately.
Minimize underwatering of the engine room boiler
The presence of large amounts of accumulation of insoluble solids (TDS) in the boiler water can cause sedimentation and reduce the efficiency of the boiler. Therefore, it is necessary to keep the number of solids below the specified limit. As the total hardness increases, the likelihood of sedimentation and sedimentation increases. Drainage of water, called pot immersion, requires the removal of some of the undissolved solids and keeping the total hardness below the rate at which it precipitates. Low but constant and frequent submergence of high doses but rarely is better because it preserves energy, water, and chemicals. Large boilers with a constant load must be continuously submerged where small amounts of water are constantly drawn from the boiler and fresh compensation water is produced.
Inspection and repair of insulation
Insulation is required for distillation and steam pipes. Uninsulated pipes, valves, and fittings waste a lot of energy. Insulating any surface with a temperature above 54.4 ° C is usually very effective. Failure to insulate hot water pipes, distillation, and steam in air-ventilated areas will result in a double loss of energy as heat lost from the pipes must be removed with more ventilation.
Template of maintenance reports and checklists of the engine room boiler
The best ways to maintain and operate a boiler start with maintaining a regular schedule of reviewing reports and checklists to ensure proper equipment operation. Pressure, water temperature, and vent gas temperature reports should be recorded daily so that they can be used as a basic reference for troubleshooting system performance. More detailed checks and checks should be important to provide system performance. Without this, there may be gradual changes in system performance over time that are not clearly visible. Tips for achieving performance efficiency include, for example, daily, weekly, and monthly inspection reports that you can apply to the building. The following maintenance checklist is provided based on the methods used in this article.
Table 1: Checklist daily pattern of engine room boiler
| Definition | Explanation | Periodicity |
| Use / Arrange the pot | Turn off / arrange unnecessary boilers | Daily |
| General visual review | Perform general visual inspections to ensure equipment operation and safety. | Daily |
| Apply the lubrication method recommended by the manufacturer to the parts | Test and compare the temperature after the annual cleaning. | Daily |
| Checking the steam pressure | Reasonable changes in steam pressure at different load rates. If the pressure decreases rapidly, wet steam is produced. | Daily |
| Check the unstable water level | An unstable surface can indicate feed water seizure, boiler overload, and equipment malfunction. | Daily |
| Check the torch | Check for proper control and cleanliness. | Daily |
| Check engine status | Check the proper temperature during the activity. | Daily |
| Check the boiler room air temperature | The temperature should not be higher or lower than the specified limit. | Daily |
| Underwater boiler | Take care of the effectiveness and efficiency of submerging underwater, surface and water column | Daily |
| Boiler reports | Keep daily logs: type and amount of fuel consumed, aerator gas temperature, amount of compensatory water, steam pressure, temperature, and difference in values for troubleshooting in the system. | Daily |
| Check oil filters | Check or clean oil filters and filters. | Daily |
| Check oil heaters | Check the proper oil temperature for burning. | Daily |
| Check the boiler water purifier | Make sure the filtration system is working properly. | Daily |
Table 2: Checklist of the weekly pattern of the engine room boiler
| Definition | Explanation | Periodicity |
| Check the temperature and composition of the aerator gas | Temperature measurement and flue gas composition under determined combustion conditions. Recommended: O2% and CO2% Fuel O2% CO2% Natural gas 1.5 10 No. 2 fuel oil 2.0 11.5 No. 6 fuel oil 2.5 12.5 Note: percentages may vary due to fuel composition variations | Weekly |
| Check the taps | Check for leaks | Weekly |
| Check water level control | Disconnect the feed water pump and cut off the fuel flow to the burner by the controller. Make sure that the water level is not lower than the recommended level | Weekly |
| Check the set of adjusting devices and torch | Clean the burner and adjust utensils using the manufacturer’s guide. Perform mineral and corrosion tests. | Weekly |
| Check the boiler performance characteristics | Observe the flame characteristics by interrupting the flame fuel flow and starting the boiler. | Weekly |
| Check for leaks or water / steam leaks in the system | Check for leaks, clogged or defective valves, corrosion of pipes and insulation conditions | Weekly |
| Check connections for combustion air insulation and fuel valve | Check for rigidity and correct installation | Weekly |
| Check the boiler for air leaks | Check insulation | Weekly |
Table 3: Checklist of the monthly pattern of the engine room boiler
| Definition | Explanation | Periodicity |
| Check the water purification process and underwater | Determine the adequacy of submersion to prevent the accumulation of solids | monthly |
| Chimney gases | Measure the flue gas composition at all combustion values and compare with the previous month. | monthly |
| Combustion air produced | Check the inlets of the boiler room and the boiler for the entry of combustion air to make sure that the valves are sufficient and clean. | monthly |
| Check the fuel system | Check pressure gauge, pumps, filters, and transmission line and clean filters if needed | monthly |
| Check the straps and sealing | Check the straps for proper traction. Check for leaks | monthly |
| Check for air leaks | Check for air leaks around vents and flame detectors | monthly |
| Check ventilator belts | Check the tightness of the straps and minimize slippage | monthly |
| Check leather washers | Check leather washers for seam tightness and replace if it does not seal well | monthly |
| Check boiler insulation | Check all boiler covers and insulation for hot spots | monthly |
| Steam control valves | Calibrate the steam control valves as specified by the manufacturer | monthly |
| Adjust / reduce pressure | Check that the valves are working properly | monthly |
| Water quality testing | Check water quality for chemical balance | monthly |
Table 4: Annual pattern checklist of engine room boiler
| Definition | Explanation | Periodicity |
| Cleaning adjacent water surfaces | Clean and prepare adjacent water surfaces according to the manufacturer’s recommendations. | yearly |
| Clearing the fire section | Clean and prepare surfaces adjacent to the fire according to the manufacturer’s recommendations. | yearly |
| Inspection and repair of refractory materials in the fire department | Use the recommended methods and tools. | yearly |
| Check the fuel system | Check pressure gauges, pumps, filters, and transmission lines and clean filters if needed | yearly |
| Release the lions | Remove, repair or replace | yearly |
| Feeding water system | Cleaning and repairing the feed water pump, cleaning the distillation and ventilation receiver system | yearly |
| Fuel system | Cleaning and repairing pumps, filters, regulating accessories, fuel preheaters, fuel storage tanks, etc. in the system | yearly |
| electrical system | Clean all electrical terminals and check electrical controls and replace defective parts | yearly |
| Air and hydraulic valves | Check performance and make repairs as needed | yearly |
| Chimney gases | Adjustment and compatibility to achieve the optimal aerator gas composition. Record temperature, gas composition, and combustion status. | yearly |
| Whirlpool flow test | Use a vortex flow test to determine wall thickness. | yearly |
What should I do to sign a contract for the design, implementation, and maintenance of the engine room system?
you have to do is enter the panel of GC Perfect and choose your desired contractor from among the existing contractors according to the location, points, and views of other users. Leave the rest to us.